
159 2054 2933

发布日期:2024.05.04
简介:
塑料挤出是一种通过挤出机将塑料材料塑造成各种形状的过程。挤出机由一个用于进料的料斗和一个旋转并将材料推向机器头部的螺杆组成。在此过程中,由于过滤器、导流板和头部模具的阻力以及螺纹之间的体积减小,塑料材料会承受高压。此外,塑料被挤出机筒中的热源加热。当塑料移动时,它会在枪管和螺杆之间以及塑料分子之间发生压缩、剪切、混合和摩擦,从而产生大量热量。结果,塑料在桶内的温度不断升高,导致其物理状态从玻璃状态转变为高弹性状态,最终达到熔融粘稠状态,实现完全塑化。然后,熔融材料以压力控制和体积控制的方式通过头部模具的喷嘴挤出,从而产生具有特定形状的塑料产品。冷却和成型后,挤出过程完成。负责这一过程的核心部件是螺杆,螺杆上的挤出过程可分为几个阶段。

第 1 阶段:喂食
塑料加入料斗后,依靠自身重量或强制给料机的作用进入螺旋槽空间,在螺杆边缘的推动下向前挤出。但是,如果物料与金属料斗之间的摩擦系数过大,或物料之间的内摩擦系数过高,或料斗的锥角过小,料斗内会逐渐形成桥和空心管,物料不会顺畅流动。如果它进入螺杆通道,挤压将被迫停止或变得极其不稳定。因此,如果挤出生产率异常下降或没有物料排出,则必须检查进料情况,甚至必须更改料斗的设计。
第 2 阶段:输送
从理论上讲,塑料进入螺丝槽后,螺杆每旋转一次,所有的塑料都会由一根引线向前输送。此时,我们称传输速率为 1。但对于每个螺杆来说,正向输送量实际上主要取决于塑料对机筒的摩擦系数fb和塑料对螺杆的摩擦系数fs。fb越大或fs越小,向前运输的固体塑料量就越多。大量实验表明,树脂对金属的摩擦系数主要取决于体系的温度和金属的表面粗糙度或体系的结构和形状。它还与系统压力和物料运动速度有关。
第 3 阶段:压缩
在挤出过程中对塑料进行压缩是绝对必要的。首先,塑料是热的不良导体。如果颗粒之间有间隙,将直接影响其传热,从而影响熔化速度。其次,只有在沿螺杆长度逐渐增加的压力下,颗粒之间的间隙才会从料斗中排出气体,否则,产品会因内部产生气泡而成为缺陷品或废品;最后,较高的系统压力也保证了产品相对致密。
螺杆受压的原因有三:
1、在结构上,螺丝槽深度逐渐变浅,物料逐渐压缩;
2、分流板、滤网、机头等电阻元件安装在螺丝头前方;
3.它是由于材料与金属的摩擦而沿螺杆整个长度建立的压力。模具的模具横截面积越小,压力峰值越大,最高压力点将向模具移动。一般来说,压力峰值在计量段的前部或压缩段的后部。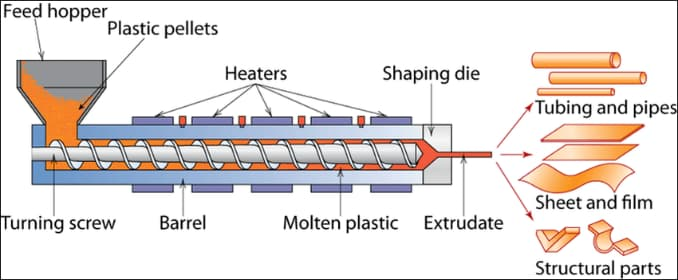
第 4 阶段:熔化
当压力上升时,移动的固体塑料与加热的桶壁不断接触和摩擦。靠近筒壁的塑料材料的温度继续升高。达到熔点后,在机筒内壁上形成一层薄薄的塑料材料。熔化膜,在此之后,固体塑料熔化有两个热源。一种是来自机筒外部加热器的传导热,另一种是熔体在熔膜中每一层的不同运动速度引起的剪切(内摩擦)。)热,即流变学中指的粘性散热。
随着熔炼的进行,当熔融膜的厚度大于螺杆与机筒之间的间隙时,移动的螺旋边缘刮掉熔融膜,在螺旋边缘的推进前形成熔池。在熔化过程中,熔池越来越宽,剩余的固体宽度越来越窄,直到最后完全消失。这是塔德莫尔在1967年发表的著名的、划时代的熔化理论。
第 5 阶段:混合
在挤出过程中,在高压的作用下,固体物料一般被压实成致密的实心塞。由于固体塞中的颗粒之间没有相对运动,因此混合效应只能在具有相对运动的熔体层之间发生。进行。
一般来说,熔体中会出现以下混合现象,特别是在熔体输送段:一是物料体系中的组分均匀分散和混合。这些成分是指树脂和各种添加剂。二是热的混合。这是因为在挤出过程中,先熔化的物料温度最高,后熔化的物料温度最低,而固体与熔体界面的温度正好是塑料的熔点。如果熔融物料过早地从机头上挤出,必然会造成挤出物各个部位的不平整,从色差变形到产品开裂的可能性不等。此外,考虑到塑料本身具有一定的相对分子质量分布,混合可以使相对分子质量较高的零件均匀分散在熔体中。同时,在剪切力的作用下,相对分子质量较高的部位可以通过链断减少,从而降低了产品中出现结晶斑点和硬块的可能性。显然,为了保证产品的均匀混合,螺杆的熔体输送部分(即最后一部分)必须具有足够的长度。因此,螺杆的熔体输送段也称为均质段。同时,在计算挤出机的产量时,以螺杆最后等深度段的凹槽体积作为计算的基础。螺杆的熔体输送段也称为计量段。
第 6 阶段:排气
在挤出过程中,有三种类型的气体需要排出。第一种是被困在树脂颗粒之间的空气。通常,随着压力的逐渐增加,只要螺杆转速不是太高,就可以将这种气体从料斗中排出。但是,当速度过高时,物料向前移动过快,气体可能没有足够的时间逸出,导致成品中出现气泡。
第二种气体是材料从空气中吸收的水分,加热后会变成水蒸气。对于PVC、PS、PE、PP等吸湿性低的塑料,通常没有问题,这少量的水蒸气可以从料斗中排出。然而,对于一些工程塑料,如PA、PSF、ABS、PC,它们的吸湿性很高,并且有太多的水蒸气无法从料斗中排出,导致产品中出现气泡。
第三种气体是由塑料颗粒中的某些材料产生的,例如低分子量挥发物和低熔点增塑剂。在挤压过程中产生的热量下,它们逐渐汽化。这些气体只有在塑料熔化时才能逸出,并且可以克服熔体的表面张力。然而,此时,它们已经远离料斗,无法通过漏斗排出。在这种情况下,必须使用排气挤出机。
因此,每个螺杆都必须具备六种基本功能:进料、输送、压缩、熔化、混合和排气。进料和输送影响挤出机的产量,而压缩、熔化、混合、排气则直接影响挤出产品的质量。在这里,质量不仅指材料的完全熔化,还指产品的密度、均匀的混合和无气泡。这被称为塑化质量。


2024-05-04
2024-05-04

未能查询到您想要的文章
立即联系我们,发成团队为您提供专业的服务!





